
服務(wù)熱線
13702918602

在利用分條機(jī)對一些薄板材料進(jìn)行剪切的過程中,由于很多因素的影響,因而可能會導(dǎo)致產(chǎn)品加工出現(xiàn)一些異常的問題,。接下來,,我們就針對這些問題來為大家進(jìn)行簡單的介紹,,希望能夠幫助大家更好的使用分條機(jī)設(shè)備,提高產(chǎn)品質(zhì)量。
在實(shí)際生產(chǎn)中,由于某些因素影響,,可能會導(dǎo)致分條機(jī)設(shè)備所剪切的鋼卷形狀出現(xiàn)一些異常,比如塌卷,。比如在剪切分條后,,鋼卷自卷筒取出時鋼卷崩塌呈橢圓形,之所以會出現(xiàn)這樣的情況,,其主要原因是由于卷取時張力不足所引起,,或者是由于鋼帶表面有防銹油,層與層之間無法形成足夠的磨擦力,。
另外一種異常的情況就是鋼卷邊緣度不理想,。事實(shí)上,,在分條機(jī)設(shè)備運(yùn)行中,,出現(xiàn)這種情況的原因包括很多方面:首先,可能是由于張力不良而產(chǎn)生收料不齊開始卷取時張力較弱,,而卷取終了前張力較強(qiáng)時較易發(fā)生,。提高開始卷取時的張力,并降低終了時的張力可防止此一現(xiàn)象的發(fā)生,。
第二個原因可能是由于在卷曲過程中,,由于張力大小不一,,因而導(dǎo)致收卷不齊,。鋼帶頭端切斷時,直角度不良或鉗口咬入鋼帶頭部時直角度不佳,,因而產(chǎn)生張力不均勻,。在卷取卷筒上,,鋼卷卷一圈后,先確認(rèn)分條帶是否緊密貼于卷筒表面,,然后再開始操作,。第三個原因則可能是由于分條機(jī)設(shè)備活套坑內(nèi)鋼帶左右晃動產(chǎn)生收料不齊。
除此之外,,對于這種情況,,還可能是由于分條機(jī)設(shè)備剪切時出現(xiàn)了較多的毛刺,,因而導(dǎo)致收料不齊。對窄鋼帶由于剪切毛刺較大或兩邊毛刺不一致而產(chǎn)生,。將雙面毛刺向上的鋼帶在活套坑內(nèi)翻面,,使毛刺向下,可有效防止這種情況,。













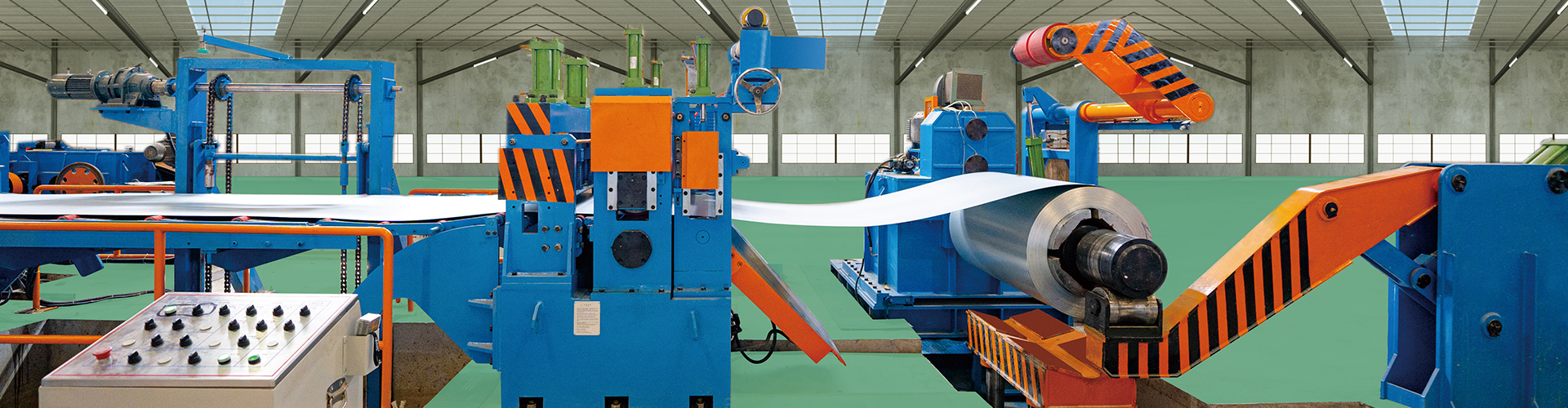
鋁板縱剪機(jī)縱橫剪自動生產(chǎn)線是目前制造類企業(yè)中廣泛使用的設(shè)備,,縱剪分條機(jī),適用于家用電器,、汽車,、集裝箱、造船等金屬板料加工行業(yè),。為了使生產(chǎn)線具有較高的自動化水平,,能夠更好的滿足板料加工的需求,開發(fā)研制了高性能的控制系統(tǒng),。
鋁板縱剪機(jī)廠家佛山泓眾機(jī)械有限公司本生產(chǎn)線由上料小車,、開卷機(jī)、校平機(jī),、擺橋,、送料機(jī)、縱剪機(jī),、廢邊卷取機(jī),、橫剪機(jī)、輸送帶,、排料架,、堆垛臺等部分組成,能夠完成對金屬卷料的開卷,、校平,、送料、剪切(包括橫剪,、縱剪)以及堆垛等操作,。其控制系統(tǒng)由PLC、觸摸屏,、變頻器以及交流伺服等組成,,可實(shí)現(xiàn)高可靠性、高效率和高精度的控制,。鋁板縱剪機(jī)廠家佛山泓眾機(jī)械有限公司選用三菱FX2N系列PLC作為控制器,,分條機(jī),使用歐姆龍變頻器3G3RV驅(qū)動校平機(jī)來校平板料,,選用倫茨的伺服驅(qū)動器EVS9327-EP驅(qū)動送料機(jī)實(shí)現(xiàn)精度送料,,使用威綸的觸摸屏MT510作為人機(jī)界面進(jìn)行參數(shù)設(shè)定及生產(chǎn)過程監(jiān)控,。控制系統(tǒng)設(shè)置了普通,、單動和聯(lián)動三種工作方式,。普通、單動方式用于設(shè)備調(diào)試及聯(lián)動前的各項(xiàng)準(zhǔn)備操作,,一切正常后可轉(zhuǎn)于聯(lián)動方式,,分條機(jī)廠家,從而實(shí)現(xiàn)生產(chǎn)線的全自動運(yùn)行,。系統(tǒng)設(shè)計(jì)時,,從硬件、軟件上采取各種安全措施,,充分保證人機(jī)安全,。控制系統(tǒng)自投入使用以來運(yùn)行平穩(wěn),,實(shí)踐證明,,該系統(tǒng)操作簡便,性能可靠,,準(zhǔn)確性高,,精度可達(dá)1米±0.1毫米,完全滿足生產(chǎn)工藝的要求,,提高了生產(chǎn)效率和經(jīng)濟(jì)效益,。
鋁板縱剪機(jī)廠家佛山泓眾機(jī)械有限公司是對金屬卷板進(jìn)行開卷、校平,、剪切,、垛料打包的板材加工生產(chǎn)線設(shè)備,,由上料車,、開卷機(jī)、引料機(jī),、粗校機(jī),、飛邊機(jī)、測量裝置,、橫剪機(jī),、縱剪機(jī)、精校機(jī),、垛料機(jī),、夾送輥道和活套裝置等組成。




掃一掃手機(jī)網(wǎng)站







 在線客服
在線客服 13702918602
13702918602
